Na tej Mapie Procesu możesz zauważyć kilka oznaczeń.
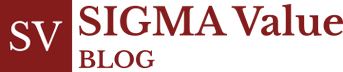
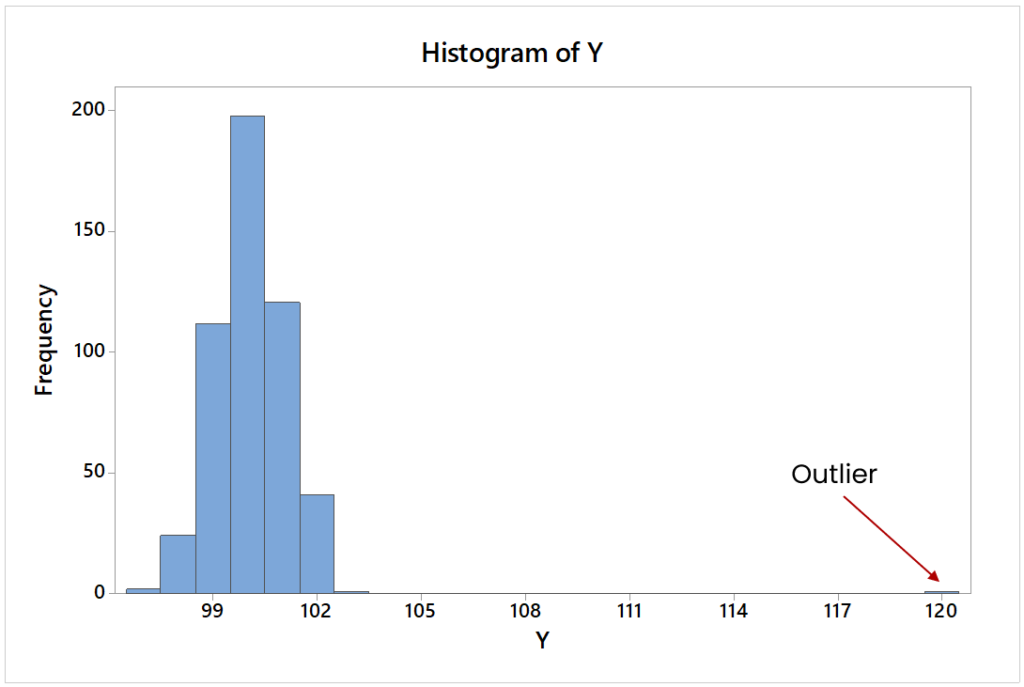
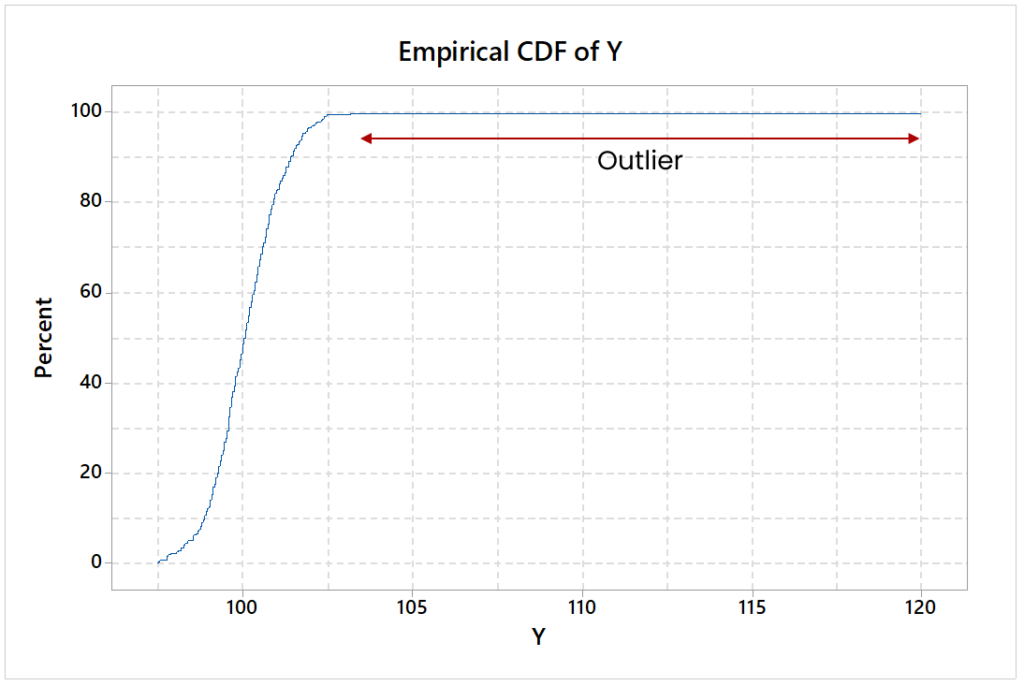
Duży „Y” opisuje liczbowo zjawisko, które nas interesuje i odnosi się do zakresu realizowanego projekt — chcemy być w celu z minimalną zmiennością.
Dla każdego kroku procesu możesz zobaczyć potencjalne czynniki, które wpływają na wyjście procesu, czyli Twój duży „Y”.
Każdy z nich przypisujemy do przynajmniej dwóch podstawowych kategorii:
C (controllable) – czynniki, którymi manipulujemy w procesie. Jeśli np. istnieje możliwość wyboru źródła surowca czy ustawienia parametrów maszyny/urządzenia, to jest to kontrolowany x.
N (noise) – czynniki, których obecnie nie kontrolujemy, ponieważ nie wiemy, czy są ważne lub ich kontrolowanie jest techniczne/ekonomicznie nieuzasadnione. Tego rodzaju czynniki nazywamy po prostu zakłóceniami. Może to być związane z surowcami, środowiskiem lub nieustandaryzowanymi praktykami operacyjnymi.
W praktyce ta ostatnia kategoria może być najważniejsza, ponieważ reprezentuje czynniki, o których wiemy najmniej. To często powód, dlaczego w procesach mamy problemy jakościowe — nie rozumiemy, jak zakłócenia wypływają na wyjście.
Często też nie jesteśmy w stanie znaleźć klasycznymi metodami eksperymentowania skomplikowanych interakcji między czynnikami zakłócającymi a tymi, którymi manipulujemy.
Gdyby relacje procesów były naprawdę deterministyczne, wiedza na temat zakłóceń nie byłaby konieczna. Dlatego tak ważne jest zrozumienie, jak zakłócenia wpływają na nasze procesy. Jeśli się tego dowiesz i okaże się, że stopień wpływu zakłócenia jest praktycznie istotny to albo musisz zacząć je kontrolować, albo się na nie uodpornić (robust design).
Zrozumienie jak zakłócenia wpływają na proces, jest jedną z najważniejszych rzeczy, dzięki której poprawiamy jakość i rozwiązujemy problemy.
Korzyści z mapy procesu:
- Identyfikacja kluczowych metryk charakteryzujących problem
- Identyfikacja wejścia/wyjścia/klientów
- Lepsze zrozumienie procesu i jego celu
- Identyfikacja miejsc pomiarów
- Identyfikacja potencjalnych przyczyn problemu
- Organizowanie listy potencjalnych przyczyn i zrozumienie, do jakich głównych źródeł zmienności należą (rate of change table)
- Powiązanie wyników procesu z parametrami procesu
- Identyfikacja obszarów wymagających poprawy
- Zapewnienie lepszej komunikacji pomiędzy grupami
- Dane wejściowe do DOE
Wiedza o procesie może być opisana przez zestaw równań Y = f(x) + N.
Informacje te mogą być następnie wykorzystane do kontroli procesu w celu osiągnięcia wymaganego poziomu procesu (położenia) i zmniejszenia zmienności. Prezentowana Mapa Procesu jest nieodzownym narzędziem, które pozwala szybciej i bardziej efektywnie rozwiązywać problemy i poprawiać procesy.